本ページについて
弊社で取り扱っている光造形タイプの3Dプリンタの出力の過程では
1. プラットフォームが所定の位置まで降下する
2. UVLED が点灯し、レジンを効果させる
3. プラットフォームが上昇する
という動作を繰り返します。
この時、2のレジンを硬化させる際には、硬化したレジンはFEPフィルムとプラットフォームの双方に吸着し、そして、3の上昇時にFEPフィルムから剥がれていくことになります。
この3のプラットフォームの上昇とフィルムからの剥離のときに、フィルムからの剥離が順調にいかないと途中までフィルム自体も落ち上がってしまい剥離が起きた時の戻る衝撃で音や振動が生じます。
この音や振動は光造形の仕組み上、全くなくすことは不可能ではありますが、程度によってはフィルムへのダメージが生じたり振動により出力物に意図せぬ線が入るなどの問題が生じることがあります。
本ページではそういったトラブルを避けるための対処方法を紹介します。
原因と対策について
剥離がうまくいかず音が出る原因としては下記のものが考えられます。
- 上昇のスピードが速く勢いよく剥離してしまっている
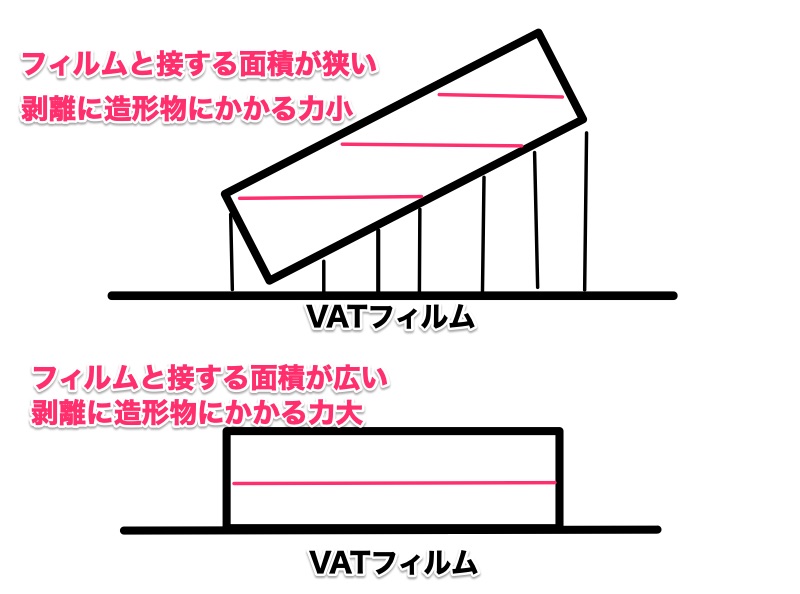
- 出力中の層の断面積が大きいためフィルムに強く吸着してしまう
- フィルムに弛みがある、使用してるフィルムの剥離性が高くない
- レジンが冷えていて粘性が高い状態になってる
そのため、対処方法としては下記のものが有効と思われます。
- 上昇スピードを遅くする
→初期層上昇速度、一般層上昇速度ともに40-60mm/分程度に設定してください。 - モデルの配置を再検討し、断面積が小さくなるように配置する
- フィルムを交換する
- レジンに熱風を当てたりすることでレジンを温める
→冬季などでレジンの保管環境が20度を下回る場合には出力開始前に、レジンVATにいれたレジンにドライヤーで熱風を送るなどして、温めてから利用してください。
以上のような対策が考えられますので、
まずは容易にできる上昇速度を遅くすることから始め、必要に応じて他の対策もそれぞれ行ってください。