本ページについて
Chituboxの設定画面の[印刷]のパラメータには、「消灯遅延」、「初期層消灯遅延」という項目があります。本ページではこの項目が意味するところ、どのような値を入力するべきかなどについて説明します。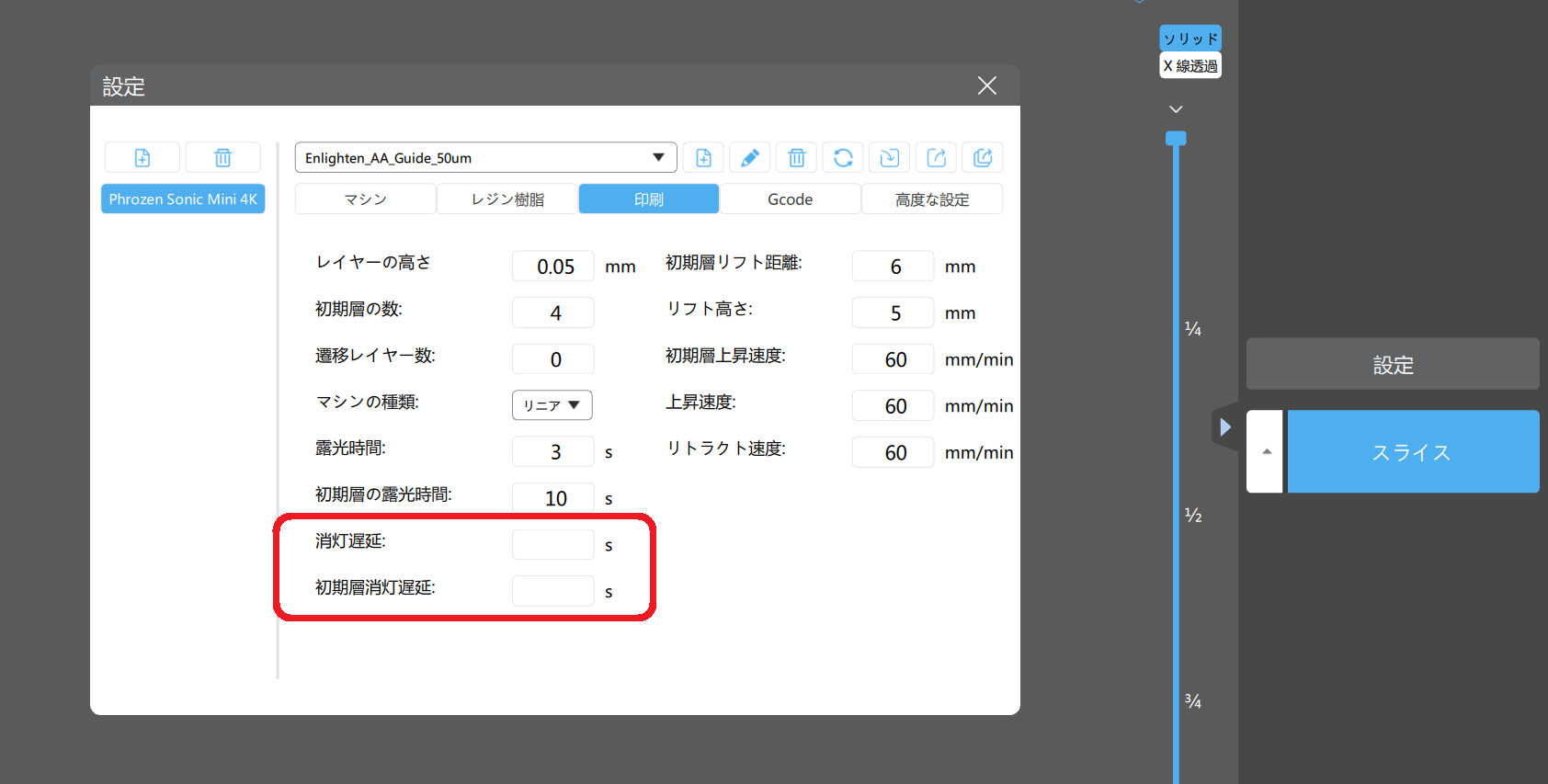
消灯遅延時間について
光造形タイプの3Dプリンタでは、
- プラットフォームが規定の場所に降下する
- UV LEDが点灯し、レジンに紫外線があたる
- UVLEDが消灯する
- プラットフォームが規定の場所まで上昇する
という動作を繰り返しながら1層ずつ造形を行います。
「消灯遅延時間」は、ある層の造形中の「3. UVLEDが消灯する」から次の層の「2. UV LEDが点灯し、レジンに紫外線があたる」までの時間を意味します。
「初期層消灯遅延時間」は、初期層の出力中における消灯遅延時間を意味します。
具体例
消灯遅延時間および初期層消灯遅延時間を15秒に設定した場合
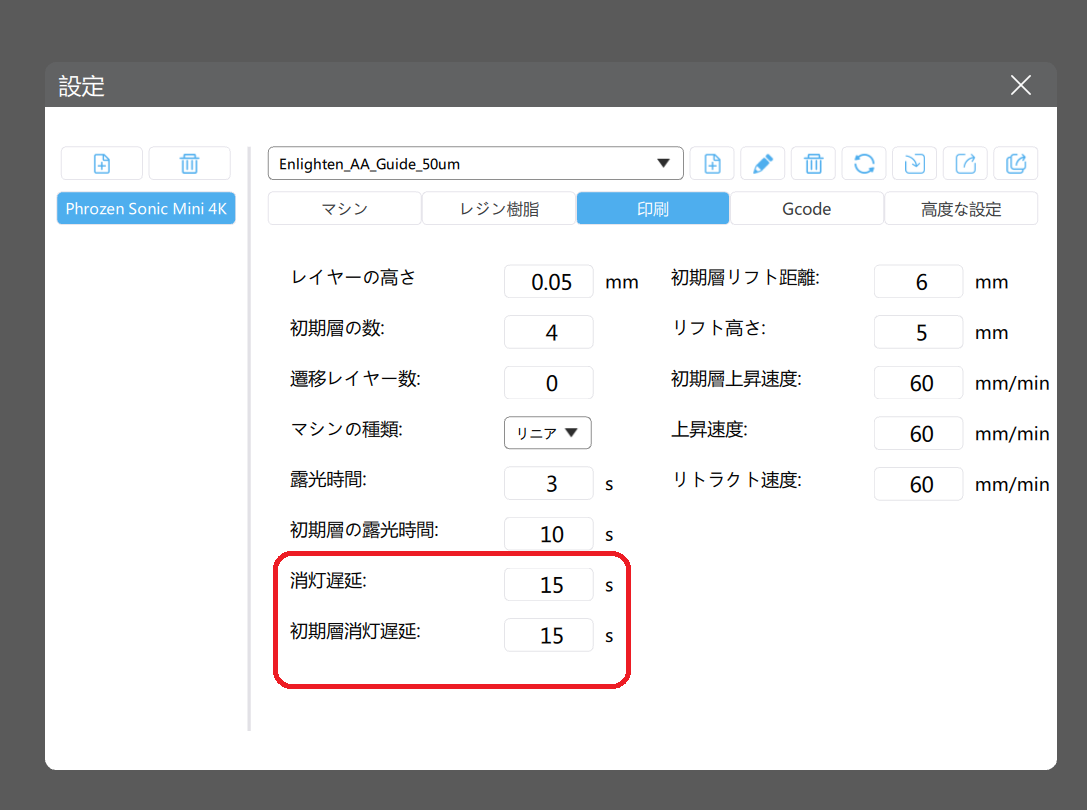
この場合、ある層の造形時にLEDが消灯してから、次の層を造形するためにLEDが点灯するまでに15秒間がかかります。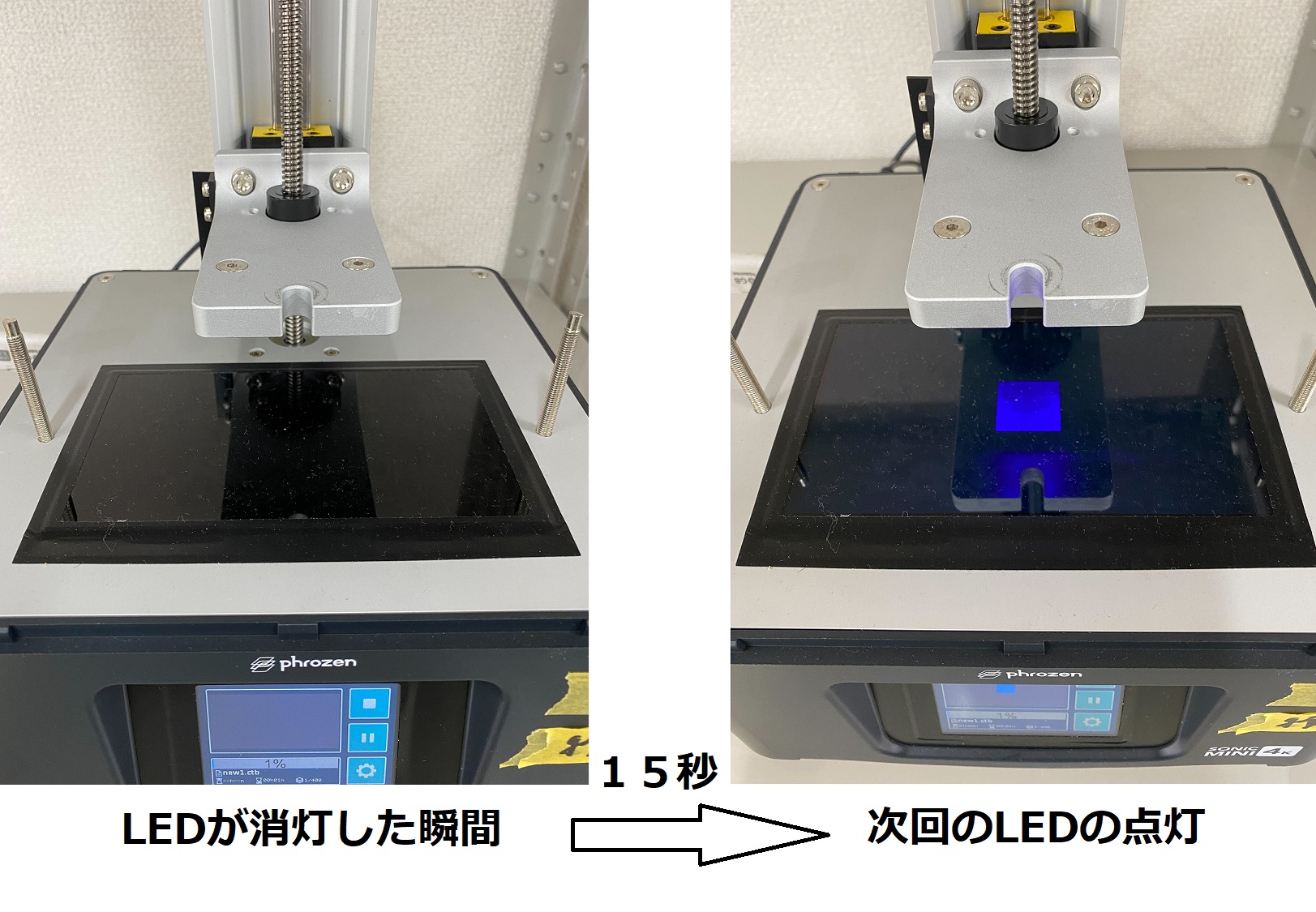
効果と用途
効果
プラットフォームの上下速度は「消灯遅延時間」では変動しないので、消灯遅延時間を延ばすと、結果的にある層の造形時において、
『①プラットフォームが規定の場所に降下する』と『②UV LEDが点灯し、レジンに紫外線があたる』の間の時間が長くなります。
つまり、消灯遅延時間を設定すると、プラットフォームが降下し終わってから、LEDが点灯するまでに待ち時間が発生することになり、その長短を設定することで待ち時間の延ばしたり縮めたりすることができます。
用途
消灯遅延時間を長くすることで、ブルーミングと呼ばれる現象の抑止に有効な場合があります。
ブルーミングについてはこちらをご参照ください。
また、プラットフォームが降りてから紫外線照射が始まるまでに空気が抜ける時間を確保できるため、造形物の中に気泡が入ることを防止できる場合もあります。
設定値について
後述の仕様により、消灯遅延時間の設定値がプラットフォームの上下にかかる時間より小さいと待ち時間が発生しなくなります。
そのため、待ち時間を作りたい場合には、
消灯遅延時間の設定値 =「確保したい待ち時間の秒数」+「プラットフォームの上下にかかる秒数」
となります。
プラットフォームの上下にかかる時間は、上層速度やリトラクト速度の設定にもよりますが、おおむね5秒前後です。
したがって概算では、5秒の待ち時間が欲しい場合には消灯遅延時間を10秒程度にする必要があります。
仕様についての補足
3D プリンタの仕様上、LEDは必ずプラットフォームが下がりきった後に点灯し、プラットフォームが動いている間は点灯しません。
しかし、プラットフォームが動いているためLEDが点灯していない時間も、消灯遅延時間としてカウントされます。
たとえば、消灯遅延時間が4秒に設定されていたと仮定します。
また、
- プラットフォームが規定の場所に降下する
- UV LEDが点灯し、レジンに紫外線があたる
- UVLEDが消灯する
- プラットフォームが規定の場所まで上昇する
の工程のうち、4のプラットフォームの上昇と、1のプラットフォームの下降にあわせて5秒かかるとします。
この場合、消灯遅延時間は4秒ですが、プラットフォームが動いてる5秒間は仕様によりLEDは点灯しません。しかし、プラットフォームが動いてる時間も消灯遅延時間としてカウントされます。
プラットフォームの下降が終わった時点で、すでに消灯遅延時間として設定された時間以上の秒数が経過していると判断されますので、待ち時間は全くなくプラットフォームの下降が終わった時点で即時LEDが点灯する仕様となっています。